Il nous arrive de recevoir des projets dans lesquels les entailles en âme pour les ferrures acier ou les enlèvements ne peuvent pas être produits sur la machine parce qu’ils ont été produits avec une mauvaise face de référence et ont donc une mauvaise face de référence. Lorsque vous utilisez la fonction enlèvements, vous devez respecter les règles suivantes afin que vos opérations d’usinage puissent être réalisées :
Utilisation de la fonction « Enlèvement »
Appelez la fonction « 3-8-4 Enlèvement » depuis le module DI-CAM Construction libre.
Fonction « Enlèvement »
Après avoir confirmé les paramètres (description détaillée voir ci-dessous) avec OK, vous devez sélectionner un bord de la surface de base et ensuite confirmer celle-ci avec le « clic gauche souris » ou changer la surface de base « inadaptée » avec le « clic droit souris ».
Remarque :
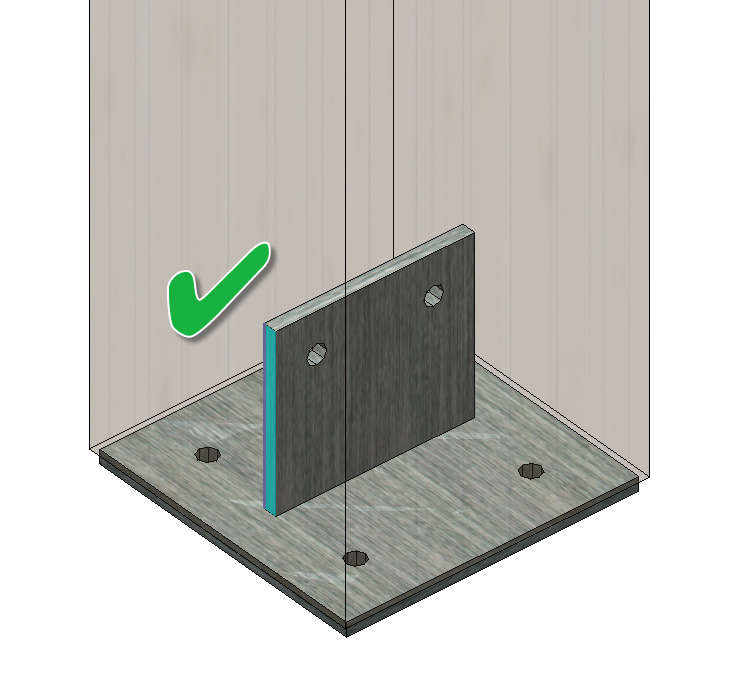
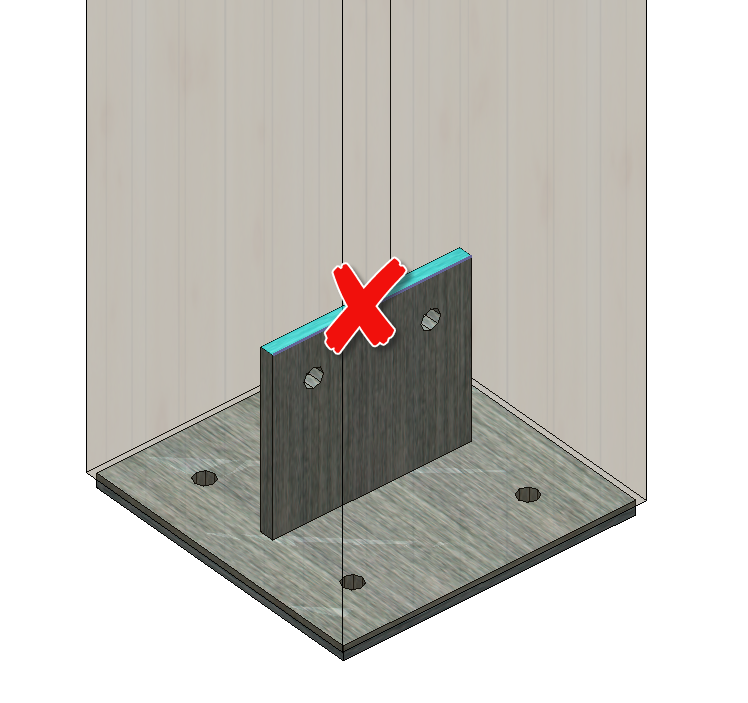
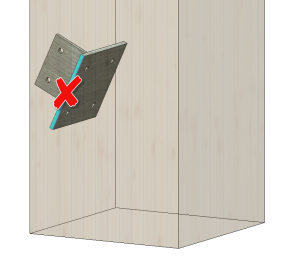
La face inférieure de l’enlèvement est toujours celle qui est usinée par la « pointe » de l’outil (mortaiseuse à chaîne, outil à rainurer, défonceuse). Cette face est identifiée en turquoise sur la photo ci-dessous :

Entaille pour ferrure en âme
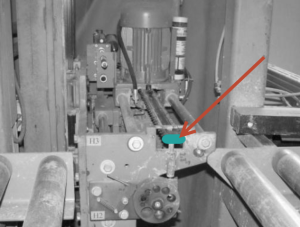
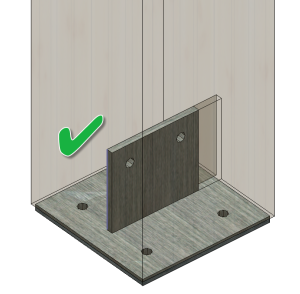
Les entailles de faible largeur (par exemple 6 mm) sont généralement produites avec la tronçonneuse. Dans la plupart des cas, cet agrégat est monté sur le côté de la table de la machine (Sauf exception : par exemple, Hundegger Robot Drive) et ne peut donc usiner le composant que par le côté. La face de référence de l’usinage doit donc être choisi parallèlement à un côté longitudinal du composant :
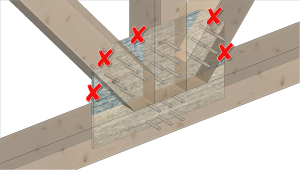
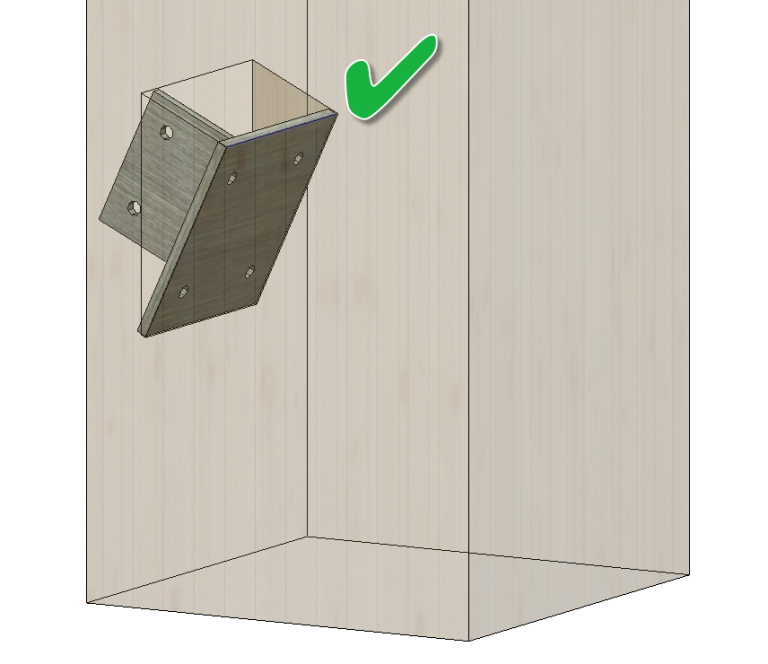
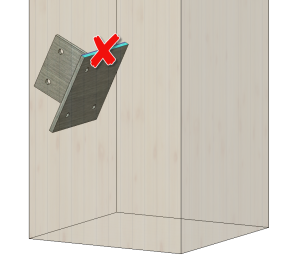
Dans certaines situations, les bords de la ferrure ne sont pas parallèles à la face du composant en bois. C’est le cas par exemple d’une ferrure en âme fixée dans un faîtage pour recevoir un chevron porteur. On peut avoir le cas aussi avec une ferrure en âme créée pour liaisonner plusieurs barres d’une structure triangulée :
![]()
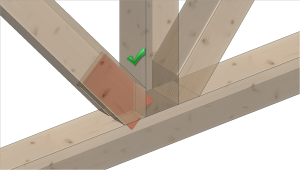
Dans ces cas là, un élément d’aide doit être inséré parallèlement à la surface latérale afin de créer correctement l’enlèvement :
![]()
Enlèvement avec la défonceuse
Même avec des enlèvements droits ou obliques suffisamment grands pour être réalisés avec la défonceuse, la surface de base doit toujours être choisie de manière à ce qu’elle puisse être atteinte depuis la pointe de l’outil sans que le reste de l’outil n’entre en collision avec la pièce :

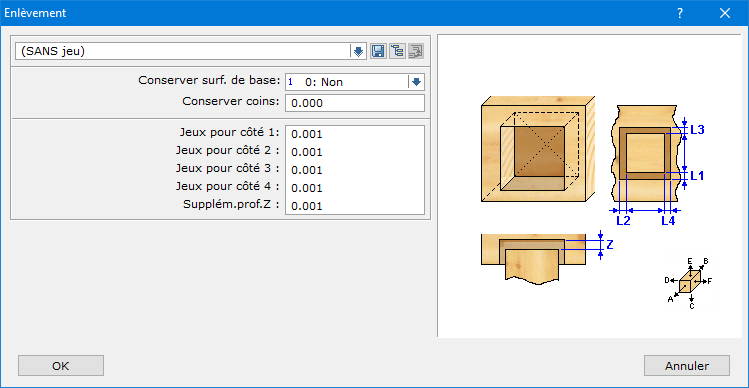
Paramètres de l’enlèvement
Conserver surface de base : Ne concerne que les machines plus anciennes, par exemple Hundegger P8/ P10 : si « Oui » est sélectionné, le transfert machine utilise un agrégat qui produit une surface de référence « lisse » (défonceuse), si « Non » est sélectionné, il est également possible d’accéder à un agrégat qui produit une surface de référence irrégulière (tronçonneuse).
Conserver coins : Indiquez ici le rayon négatif de la défonceuse (par exemple -0,02) si les coins de l’enlèvement doivent être « libérés ».
Jeu en profondeur et de côté : Entrez un jeu si l’enlèvement doit être plus grand que le composant utilisé pour réaliser l’enlèvement dans DI-CAM.
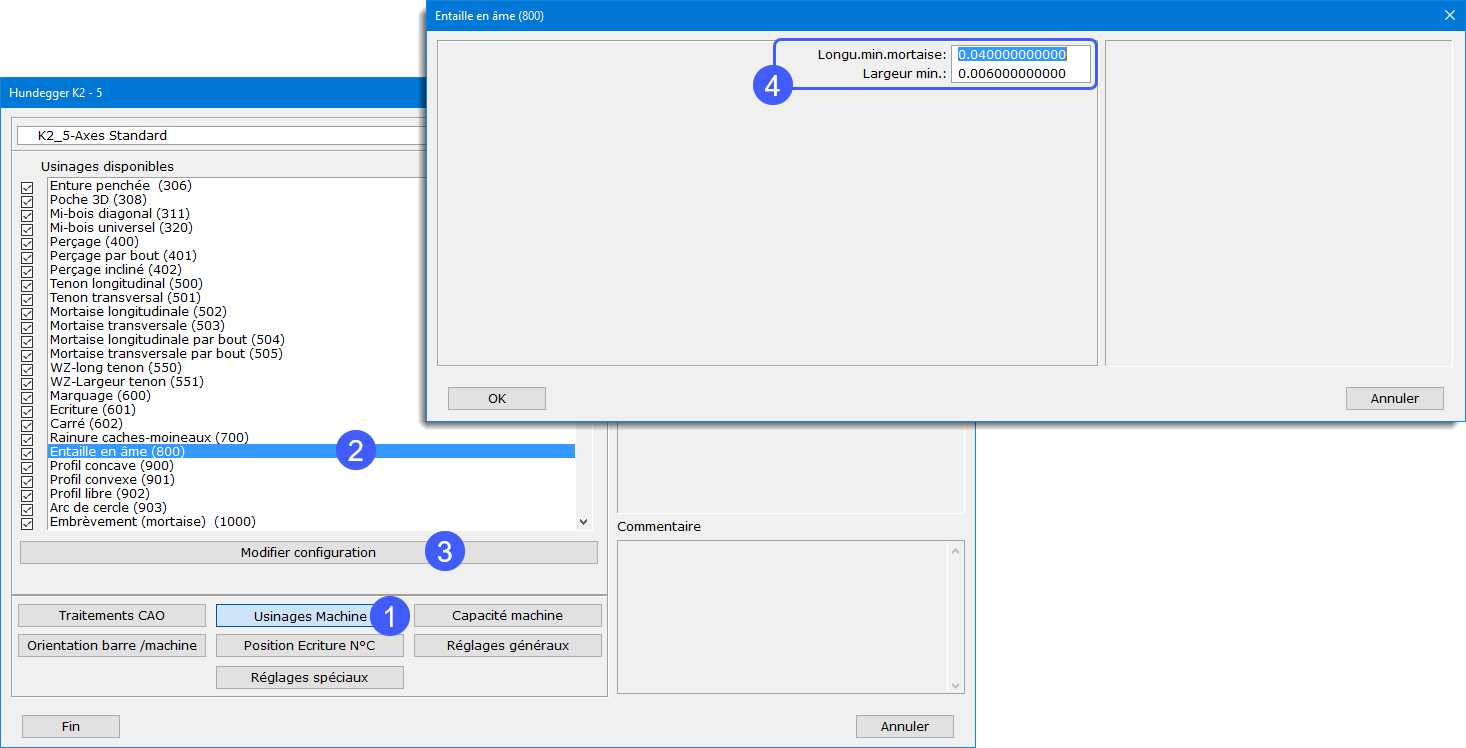
Paramètres de transfert machine
Veillez à saisir les dimensions correctes de l’agrégat Entaille en âme dans les paramètres de transfert machine :